Nolan motorcycle helmets expert review: reliable protection
In 1972, the Nolangroup company was founded in Italy. Its founder and inspirer was Lander Nocchi, giving the company a name by the first letters of his name and surname. He had experience in car and motorcycle accessories, but decided to produce motorcycle helmets, identifying a relatively free niche in the market. His goal was to offer a high quality product, with less weight compared to peers, and at a more affordable price Nolan motorcycle helmets

The unique selling proposition was an innovative material for the manufacture of the outer hard shell of the helmet. A special polycarbonate was molded under pressure. It has a patented name LEXAN ™, it was invented in the depths of the laboratories of the American giant General Electric. The plastic had its baptism of fire in the aggressive conditions of space: it was used in the manufacture of helmets for NASA astronauts who conquered the Moon in the Apollo mission. Over the decades, the material has not lost its relevance and is still considered the best in terms of weight, durability and cost.
In the pursuit of lower costs, many world-renowned companies are moving production to countries with cheap labor. Nolangroup has not followed this well-trodden path, preserving the concentration of all processes – from extraction of raw materials to the final assembly – on the Apennine peninsula. So the label “Made in Italy” is legally applied to each Nolan helmet.
Today the production area of the company covers 31,000 square meters. The company manufactures up to 400,000 Nolan helmets each year and sells them through a dealer network in more than 70 countries.

Laboratory research
The production of protective headgear is a highly scientific endeavor, in which a lot of parameters must be considered: from the ideal fit of the helmet, its durability, low weight to the aerodynamic properties, noise reduction, good ventilation and much more. Nolangroup has two laboratory and research centers where new models are born and previous ones are improved, invaluable experience is accumulated, prototypes are created and certification tests are conducted.
The first laboratory is certified by the Italian Ministry of Transport. The main task of its employees is to check the compliance of products with national and international safety regulations and domestic standards. For example, to be able to meet the UN/ECE 22-05 standard, it is necessary to perform a crash test and a test of the reliability of the restraint system: they prevent the rotation of the helmet on the head at the moment of the accident and guarantee its correct operation. The light transmission capacity of visors and visors is also tested here, as well as their aerodynamics.

Nolangroup laboratories test all helmet featuresIf the products do not require modifications and the company’s experts consider all the tests to be successful, the helmets are then passed on to third-party organizations, which conduct their own independent research and assign the necessary certificates. Only after this stage do they proceed to mass production of this or that model. The company’s second laboratory is focused on the study of properties that are not taken into account in the process of international safety certification.
It is within its bosom where bold ideas are born, drawings for new models of Nolan helmets appear, and parts and complete products are tested for a variety of properties and parameters. Up to 4,000 tests per year are conducted here. This is where all the know-how and secrets of the company are kept. High knowledge and independent testing, many international certificates and innovations are the key to the popularity of Nolan helmets around the world.
NOLAN brand history
1972 – the first Nolan helmet was mass-produced by injection molding. LEXAN™ polycarbonate, the resin previously used to make the protective helmets of American astronauts who conquered the moon.
The same year, the N04 became the first full face-covering helmet made of thermoplastic in Europe.
1979 – The N31 was the first ever helmet to feature a spring loaded opening mechanism for a visor.
1987 – the model N35 was the first in the world to get a retention mechanism of the highest precision microlock, with the possibility of micrometric adjustment.

1998 – the N100 was the first flip-up helmet in the world to feature a folding chin shield with elliptical trajectory.

2009 – The N43 AIR was the world’s first helmet with a removable chin shield that allowed the helmet type to be changed from open to full-face. The model was double P/J certification, which means it was tested and deemed safe both open and closed. In addition, the chin protection area has the UN/ECE certifications required for full-face closed helmets.

Safety Certificates
Nolangroup’s facilities are ISO 9001: 2008 and SG (CPSA Japan) certified, a quality management system for companies – this entails continuous improvement in various stages of production, starting with product design.
All Nolan helmets are ECE 22.05 certified, as indicated by the corresponding homologation label placed on the products’ chin brackets.

Homologation labelsThe Flip-up and Crossover helmet types guarantee maximum protection with the chin bar closed or fitted, partial protection with the chin bar raised or removed. All Nolangroup products of both types have the same P / J identification and for the chin protection zone they pass the tests stipulated by the UN/ECE rules for full protection helmets.
For crossover helmets, as well as the tests required by current regulations, Nolangroup also verifies the mechanical resistance characteristics of the chin protection by a protocol of additional endurance tests. Nolangroup is proud to emphasize that all of its product lines – Nolan, X-Lite and Grex – have been tested by SHARP, a renowned independent testing system operated by the British government, and received at least four stars.

Testing process for Nolan productsIn addition, all Flip-up helmets received the highest possible rating in terms of chin restraint. This means that for each of the products tested by SHARP, the chin protection remains fully enclosed during each of the 30 impact tests (performed on 6 helmets of different sizes at different speeds and using different objects).
Nolan motorcycle helmets Modeling
The marketing, design, research and development departments are the main players in the conceptual stage, which leads to the definition of the main technical features and style of the helmets. Ideas begin to take shape and come together in the form of an initial aesthetic prototype, which is the result of a combination of computerized design methods and traditional hand modeling techniques.
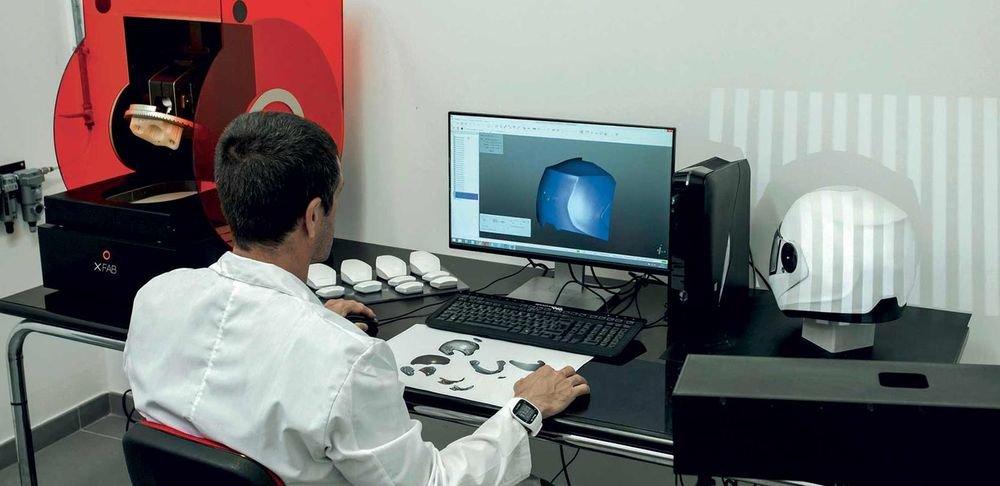
This is followed by the actual design of the helmet: at this stage, automated methods allow the creation of a first functional prototype, as well as simulations of the fluid dynamic and aeroacoustic behavior of the product. Finally, tests on roads, benches, and in the wind tunnel collect useful data used to improve product performance before mass production begins.
Nolan motorcycle helmets Production
All stages of the production cycle are carried out in-house: from the receipt of raw materials to the final assembly of the product. This ensures the constant evolution of production technology and the maintenance of the highest quality standards. These stages include:
- Molding and finishing of the outer shell, whether polycarbonate or composite fiber;
- molding of all internal components in polystyrene;
- molding the canopy and performing anti-scratch treatments;
- chemical-thermal treatment of the internal visor under license from Pinlock® for resistance to fogging;
- molding of the sun shield and anti-fogging treatment of the visor;
- molding of various additional plastic components, such as air intakes and visor mechanisms;
- painting and applying graphics;
- production of retention systems;
- cutting and preparation of the comfort inner liner;
- final assembly of the product.
Nolan motorcycle helmets Outer sheath
The production of the outer shell for Nolan brand helmets is done by injection molding LEXAN™ with polycarbonate. LEXAN™ is a material that provides the same shape and thickness at a higher performance than polymeric ABS, the raw material used to mold almost all motorcycle helmets on the market. Polycarbonate provides superior performance in both mechanical and thermal conditions: in impact tests polycarbonate achieved 900/1,000 J/m compared to the maximum results of 550/600 J/m for ABS. In addition, the temperature range of polycarbonate is from -30 °C to +120 °C compared to -20 °C to +50 °C for ABS.

At 80 °C (the temperature to which a helmet closed in summer in a case can be heated), polycarbonate remains stable, while ABS undergoes deformation; at 100 °C LEXAN™ remains dimensionally stable, while ABS deforms completely. The same test carried out at -20 °C shows how LEXAN™ does not crack under sudden temperature spikes, while ABS becomes very brittle.
Continuing development
For Nolangroup, racing has always been synonymous with both advertising and research. It is the ideal testing ground and context for the emergence of vital technical solutions for the mass production of all Nolan models, not just those needed for racing.
The racing division is the heart of the company, touting its sporting successes through a prestigious collection of legendary helmets. In this division, special technologists prepare models designed for a team that currently consists of about 80 riders competing in MotoGP and Superbike as well as other smaller championships. The technicians in the racing department also guarantee assistance to the professional riders at the various circuits during the season.
The Nolan brand has always supported new talent trying to achieve the same goals as past world champions who have also grown with the company. These riders include Casey Stoner, Jorge Lorenzo, Carlos Checa and Marco Melandri.




